全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机

所在地:河北省
联系人:王经理
价格:8888
品牌:小巨人智造,小巨人机床,小巨人滚丝机,小巨人,邢台小巨人
发布时间:2021-12-14
【产品详情】全自动滚丝机厂家-双直纹滚丝机-内齿滚丝
查看该公司全部产品>>
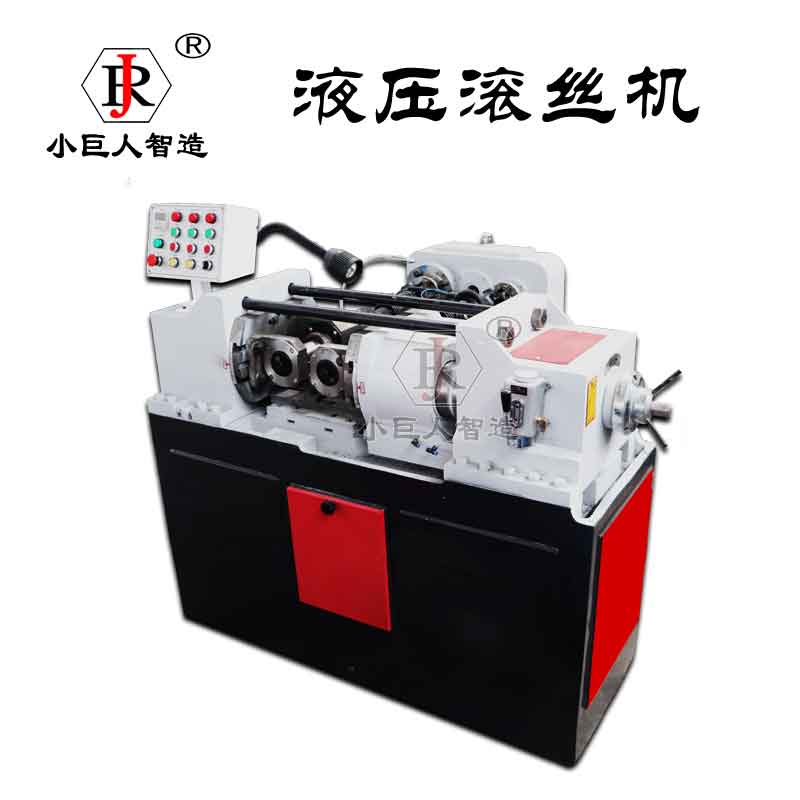
全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机
面对变化,理性对待,充分沟通,诚意配合。邢台市小巨人智能科技有限公司拥有有效的服务效率和好的产品质量,生产供应滚丝机,充分了解客户所需,不断改进客户所要求的产品性能。公司屹立于机床领域已多年,为解决滚丝机更新问题,公司会虚心采纳顾客的意见,依靠成熟的生产技术和严格的管理机制,为用户提供有效的产品。

全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机。
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致;
定位套顺序不正确;滚压头顺序安装是否正确;
滚丝轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;压块压行程开关距离不够,压块压不到位或损坏卡阻;接线脱落;触点是否接触不良或损坏;检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针,厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝操作问题解决
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。具有操作简单、节能、功效高等优点。可配自动上料机实现一体自动生产。
工作原理
1、在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
2、滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。
3、滚压工具专用性较强,适用于滚压工件材料硬度,不高于HRC25在HRC20以下,延伸率应大于15%,抗拉强度应小于60kgf/mm2的各种碳素钢、合金钢和有色金属,随着材质硬度的提高,滚压工具的寿命急剧下降。
注意事项:
1、操作本机床严禁戴手套,尤其加工长丝杆时,工件更应加装保护装置。
2、非工作人员、非成年人应远离机床,各传动部位工作时,不要随意抚摸和调整,以 防发生安全事故。
3、本机电器部分应良好接地。
4、本机工作完毕后,应切断总电源。
全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
小巨人机床经过多年的经营发展,公司已经拥有一支颇具水准的经营团队。生产的滚丝机主要用于螺纹加工,主要服务于全国地区。我们始终坚持“用心制造,诚信合作,品质经营”的营业理念,为广大紧固件加工厂供应优异的产品,同时提高售后服务质量,提升客户满意程度。
滚丝机常见的问题及处理方法
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致
定位套顺序不正确;滚压头顺序安装是否正确;
滚轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险)
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;
压块压行程开关距离不够,压块压不到位或损坏卡阻;
接线脱落;触点是否接触不良或损坏;
检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;
检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针:厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝
本机床主要用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行挤压成型。滚压金属纤维是连续的,滚压是产生的径向压力能有效的提高工件表面的光洁度、硬度和强度,比切屑加工提高工作效率几倍、甚至几十倍,从而更加节省材料,更易实现自动化加工。
该机床能在其滚压范围内在冷态下对工件进行普通螺纹、斜纹、直纹、斜齿、梯形螺纹、模数螺纹的滚压、校直、滚光、缩径和各种成型滚压,该机床有安全可靠的电液压执行和控制机构。可使滚压工作循环再手动和自动之间选择(用户可根据需要自备滚轮)。
本机床主要由主机体、侧机体、动力分配箱、交换齿轮箱、滚压系统、液压系统、电力系统、冷却系统等组成。
(1)主机体为一箱型铸件,其上面平面安装AB座、滑动座、电器控制面板,下面有一个蓄油池用以蓄冷却液,冷却池左边安装电器配电板;另外置液压站。
(2)侧机体为一框形铸件,它与主机体以螺丝结构合为一体,其上面安装动力分配箱、主电机工件托角等。
(3)动力分配箱:主要安装有个装齿轮、轴,该箱功能是主电机传送动力给该箱,经减速机把动力匀速传给两根轮杆,箱体中间为一空心齿轴,以方便长工件通过。
(4)传动齿轮箱:加工能力大,传动部分采用400型减速机,传动加长、扭曲力加大、齿轮模数及输出力量都大于一般齿轮箱。
(5)滚压系统:由固定座、滑动座、轮杆机构组成。
a、固定座分为AB两个,A座安装有轮杆座用以安装滚轮;B座安装有弹簧驱动机构和滑动座,后退位置调整丝杠和液压压力表开关。
b、滑动座前面装有轮杆机构,后面装有两个油缸,底面沿导轨做径向运动,靠弹簧机构后退。
c、轮杆机构主要有:轮杆座、轮杆支撑座组成,轮杆座可以±10°范围调整。
(6)冷却系统:主要由电泵把液体通过管路送到喷头,喷头可调整液体的流量大小,严禁冷却液加注过多,以超过吸油头4厘米为基准;过多,液面易进入电机,烧毁电泵,冷却液可采用20号机械油,加适量柴油。
邢台市小巨人智能科技有限公司坐落于邢湾镇西黄庄村,是一直专注于滚丝机生产和研发的公司,产品的质量与服务都深受众多紧固件加工厂满意认可。我司努力提高售后服务质量 , 提升客户满意程度。如您想选购优异的滚丝机,欢迎前来咨询,我们有相关方面可靠人员为您介绍我们的产品。
欢迎来电咨询联系人,了解双直纹滚丝机,全自动滚丝机厂家,内齿滚丝机,滚丝机的相关信息
温馨提示: 以上是关于全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机的详细介绍, 产品由邢台市小巨人智能科技有限公司为您提供,如果您对邢台市小巨人智能科技有限公司产品信息感兴趣可以联系供应商 或者让供应商 邢台市小巨人智能科技有限公司 主动联系您,您也可以查看更多与 �相关的产品!
- 全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机 相关产品信息:
- 中低压冷喷涂设备 中高压冷喷设备 舜红50w变压器 压缩弹簧规格 海南厂家批发铝合金桥架 双向变频直流全热交换器公司 美的单向流直流净化新风机 风管 桥架 张家港丝材探伤仪 不锈钢管探伤 手摇切机价格 开原烘干塔厂家 劈石机厂家 中纬全站仪 格力变风量空调机组 开利变风量空调机组 变风量空调机组 百叶风口 海南气冷式干燥机价格
- 全自动滚丝机厂家-双直纹滚丝机-内齿滚丝机 相关热搜产品信息:
- 耐高油缸护套 专业定做除尘布袋、脉冲控制仪、脉冲阀、除尘骨架等等除尘器配件 开关 塔钟 拉杆圆形护套 挖沙船 冷拔丝 河北粮食机械厂家 630吨千斤顶 加水流量计 三倍频发生 玻璃钢离心风机 毛刷辊 冷拔细丝 1000吨千斤顶 500吨千斤顶 广州万通风机 电流互感器 液压机护套 PLC
本行业精品推荐








最新资讯
该公司其它产品
同类产品推荐
- 漳州建筑测温仪批发_购买品牌好的建筑电子
- 烟气脱硫挡板门生产|耐用的烟气脱硫挡板门
- 通风蝶阀10公斤-大量供应新品通风蝶阀
- 莆田螺旋输送机-螺旋输送机在哪里买实惠
- 三亚抗震支架生产厂家-海南抗震支架供应批
- 固原螺杆式空压机保养-天地祥和节能设备有
- 通风蝶阀泄漏量计算-撼拓阀业新品通风蝶阀
- 双向变频直流全热交换器公司-百美空调双向
- 海南斩石机|想买实惠的斩石机,就来金顺机
- 石材钻孔机供应商-哪里能买到划算的石材钻
- 海口喷砂机租赁哪家好-海口高质量的海南喷
- 海南母线槽厂家-热荐优良海南电缆桥架
- 四川手摇切机-金顺机械手摇切机制作商
- 价格合理的脚手架-厦门优惠的脚手架批售
- 活塞式空压机-海口实惠的HW15007工
- 劈石机价位-泉州品牌好的劈石机批发
- 苏一光全站仪批发_买合格的中纬全站仪,就
- 格力变风量空调机组|新款净化型恒温恒湿屋
- 海口桥架厂_海南桥架价
- 海南提供电缆桥架-优良海南电缆桥架供应商
- 三通通风蝶阀-具有口碑的通风蝶阀推荐
- 海口海南气冷式干燥机|海口哪里有供应实用
 2810881989
2810881989