西安塑料模具加工厂
主营产品:塑料模具,模具,注塑模具,冲压模具,专业模具设计
首页
企业介绍
产品展示
商情展示
新闻中心
联系我们
您当前的位置:
首页
>
产品展示
>>
底座模具,塑料底座模具,塑料花砖模具,草坪花砖模具
产品展示
Products
中型塑料注塑模具,塑料吹塑模具,塑料制品加工厂,模具加工温度
大型注塑模具,大型包胶模具,大型模具设计,大型模具制造厂
五金塑料配件,五金制品配件,五金塑料配件加工
汽车配件模具、家用电器模具、托盘模具、周转箱模具
挡渣模具/电缆槽模具/盖板模具/护坡模具
商情展示
Business
宝鸡塑料柄模具,塑料刷柄模具,塑料刀柄模具,三环塑料模具加工厂-买塑料柄模具就来西安模具厂
规模大的抹光机生产厂家倾情推荐:牡丹江抹光机
西安哪里买中型塑料注塑模具 中型塑料注塑模具,塑料吹塑模具,塑料制品加工厂,模具加工温度招商
渭南挡渣模具|陕西挡渣模具专业供应
出售电器盒模具,电器外壳模具,电子外壳模具,电子按键模具-西安电器盒模具厂家直销
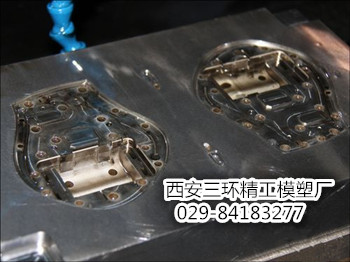
底座模具,塑料底座模具,塑料花砖模具,草坪花砖模具
联系人:
尹丽彬
QQ号码:
1206461319
电话号码:
029-85567705
手机号码:
18209288661
Email地址:
1206461319@qq.com
公司地址:
陕西省西安市长安区东楼村
产品介绍
底座模具,塑料底座模具,塑料花砖模具,草坪花砖模具 西安三环精工模塑厂成立于1992年,已有25年丰富的模具生产经验,是一家集产品开发与设计,精密模具制造、产品注塑、同时生产塑料制品为一体的现代化综合性民营企业。公司技术力量雄厚,具有多年模具开发、设计经验。我们拥有强大的技术和管理队伍,是西安实力的模具厂商之一。公司引进国内外具有国际先进水平的设备多台,包括完整的CAD/CAE/CAM系统,电脑三维测量仪,CNC电脑加工中心等。现产量、规格技术水平居同行前列。公司可按用户的要求,设计制造各种不同需求的模具产品。 注塑加工工艺的影响因素 影响热塑性塑料成型收缩的因素如下: 塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。 塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。所以壁厚、冷却慢、高密度层厚的则收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。 进料口形式、尺寸、分布这些因素直接影响料流方向、密度分布、保压补缩作用及成型时间。直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及长度短的则方向性小。距进料口近的或与料流方向平行的则收缩大。 成型条件 模具温度高,熔融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。模温分布与塑件内外冷却及密度均匀性也有关,直接影响到各部分收缩量大小及方向性。另外,保持压力及时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性回跳大,故收缩也可适量的减小,料温高、收缩大,但方向性小。因此在成型时调整模温、压力、注塑速度及冷却时间等诸因素也可适当改变塑件收缩情况。 模具设计时根据各种塑料的收缩范围,塑件壁厚、形状,进料口形式尺寸及分布情况,按经验确定塑件各部位的收缩率,再来计算型腔尺寸。
相关推荐
查看更多产品
模具公司,模具加工,注塑模具,塑料模具
价位合理的模具提供商三环模具厂
模具公司,模具加工,塑料模具,注塑模具
模具公司,塑料模具,模具设计,注塑模具
关于我们
产品展示
联系我们
CopyRight © 版权所有: 西安塑料模具加工厂