产品介绍
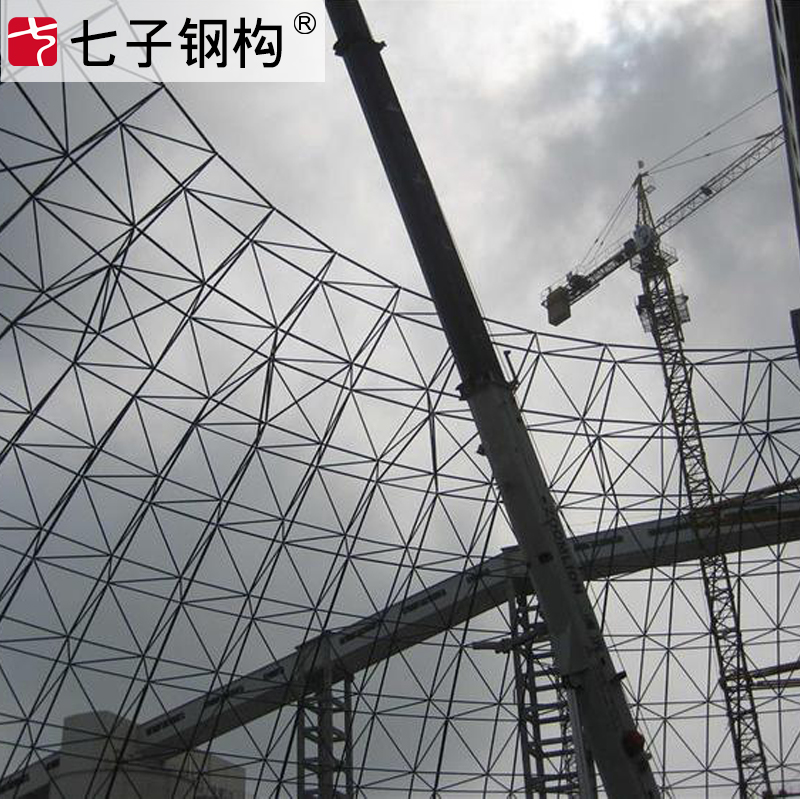
根据网架结构的实际情况和左右对称的特点为了减小网架在拼装工程中的误差积累整体网架的组拼应从起步单元8轴、9轴之间开始先组拼起步单元的纵横轴随时校正尺寸在认为起步单元网架无误后方可从中心向两侧展开。拼装过程中由扒杆将杆件吊装到位在设计位置进行拼装栓接。
起步单元的组拼
直接将单根杆件、单个节点拼装成网架在拼装过程中每个节点的位置都应测量复核。起步单元的网架安装完成后立即进行自检保证所有节点处的螺栓紧固到位。进行定位电焊(每个支座处焊接3点)以保证网架在后面的安装过程中不产生位移。然后分别以起步单元为中心向两个方向同时拼装。
螺纹孔加工在车床上配以专用工装螺纹孔与平面一次装夹加工。
在工艺孔平面上打印球号、加工工号。
螺栓球的主要检测控制有:a.过烧、裂纹:用放大镜和磁粉控伤检验。b.螺栓质量:应达到6H级,采用标准螺纹规检验。c.螺纹强度及螺栓球强度:采用高强螺栓配合用拉力试验机检验,按600只为一批,每批取3只。d.允许偏差项目的检查。
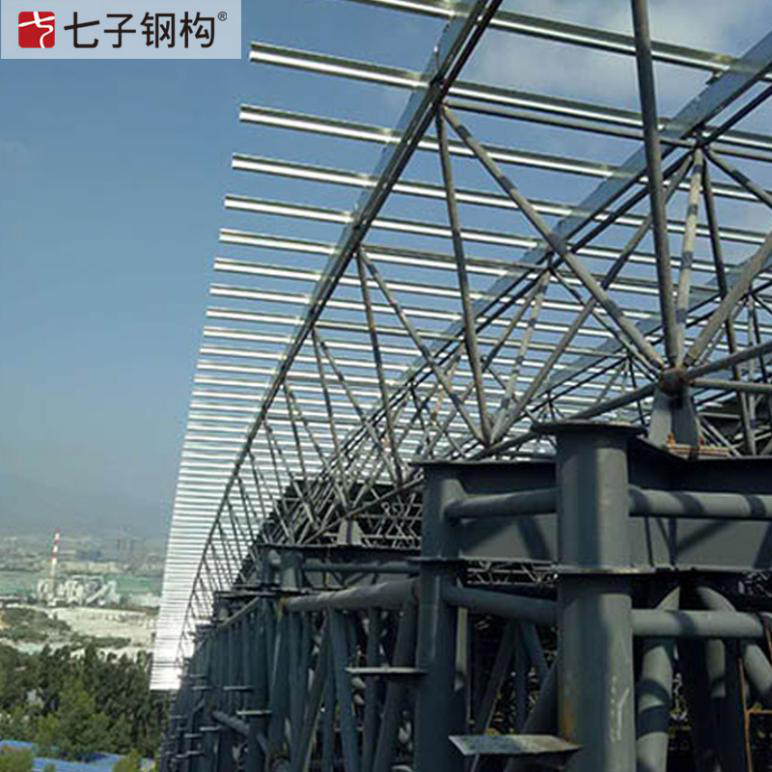
网架配件(杆件)的生产:
杆件由钢管、封板或锥头、高强螺栓组成,其主要工艺过程有:钢管下料坡口并编号→钢管与封板或锥头,高强螺栓配套并点焊→全自动或半自动二氧化碳气体保护焊接(2级焊缝)→抛丸除锈( 级)→涂装→包装。
表面处理:钢结构的表面处理非常重要,同一种油漆,同一种腐蚀环境,使用不同的施工工艺寿命可延长三倍到五倍。应清除钢铁表面的污物和锈层,尤其是轧制钢材时形成的黑氧化皮,它是电化学腐蚀的阴极,是腐蚀的根源,除掉。表面处理质量应达到涂装前钢材表面预处理规范的 级。
材料选择:表面涂刷专用钢结构防腐漆,仍是目前对钢结构防腐及网架防腐的主要手段。钢结构防腐涂料按保护功能可分为底漆、中层漆和面漆,各层油漆均有其特性,各负其责,几层组合起来,形成复合涂层,提高防腐性能,延长使用寿命。