产品介绍
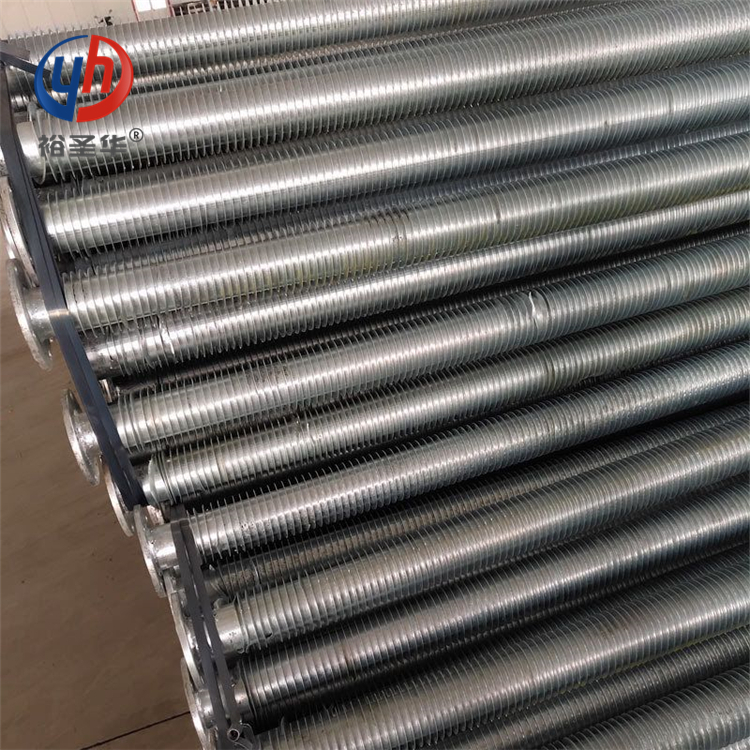
32(1寸)高频焊翅片管对流散热器(品牌,优势,构造)-裕圣华
高频电阻焊螺旋翅片管是在被焊件中导人大功率的高频电流.利用电流通过被焊件接头的接触面和邻近区域产生的电阻热使焊接接触表面达到熔化或半熔化的塑性状态.然后给焊接接触表面施加适当的压力,从而完成翅片管的焊接工作。
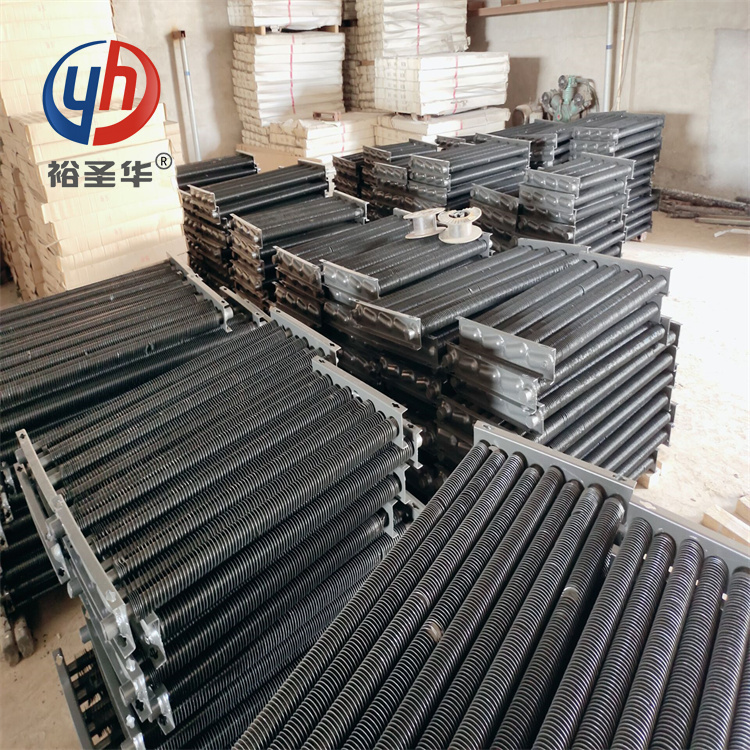
钎焊螺旋翅片管是在被焊件之间填充一种熔点比焊接件低的一种钎料,然后加热到钎焊温度,在焊件不熔化的情况下,钎料熔化并润湿钎焊面,依靠被焊件接触处的扩散而形成钎焊接头,从而完成螺旋翅片管的焊接。
钢带宽度方向的焊缝熔合率不低于80%。长度方向虽然没有提,但可以理解为沿翅片的全长范围内不低于80%是合格的。焊缝局部未熔合长度不得大于管子直径且不大于50mm,未熔合处的数量每米不得超过2处,否则应进行补焊。
实际焊缝长度的总和不小于翅片总长的90%,焊缝的平均宽度不小于翅片宽度的80%。高频电阻焊螺旋翅片管的焊着率实际可达90%~95%,钎焊螺旋翅片管的焊着率比高频焊略高一点,但焊着率均不易检查。整体螺旋翅片管,顾名思义翅片的生成来源于管子,不存在翅片的焊接问题,不需进行焊着率的检查。
高频电阻焊螺旋翅片管的焊缝热影响区很少,国外标准规定热影响区<0.8mm,国内一些生产厂家产品实测热影响区小于0.5mm。故有些标准对高频电阻焊螺旋翅片管焊后是否进行热处理没有规定。JB/T6512—92标准规定:合金钢材料的翅片管焊后应进行消除应力的热处理。