产品介绍
冲压弯头制作注意事项使用时焊条应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。为改善冲压弯头耐蚀性稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
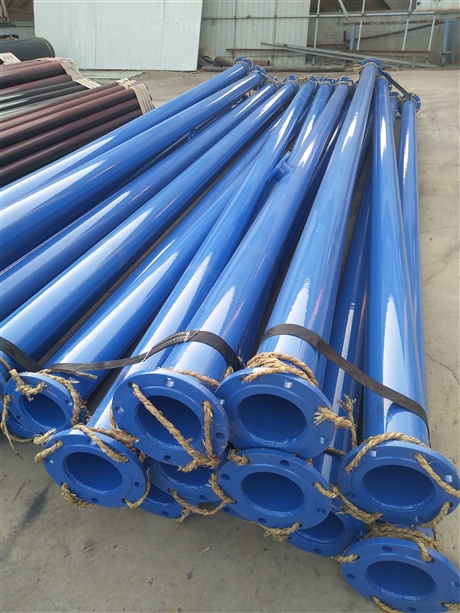
弯头和冲压弯头具体的使用:弯头顾名思义就是用于调转方向的零件,一点的解释就是改变管道方向的管件。按照角度分,45°、90°以及180°是最常用的三种。区分弯头的方法很多,简单介绍三种。按照材料分,有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料。按照管子连接的方式分,直接焊接、法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接。按照生产工艺分为:焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等。