产品介绍
一、什么是激光熔覆
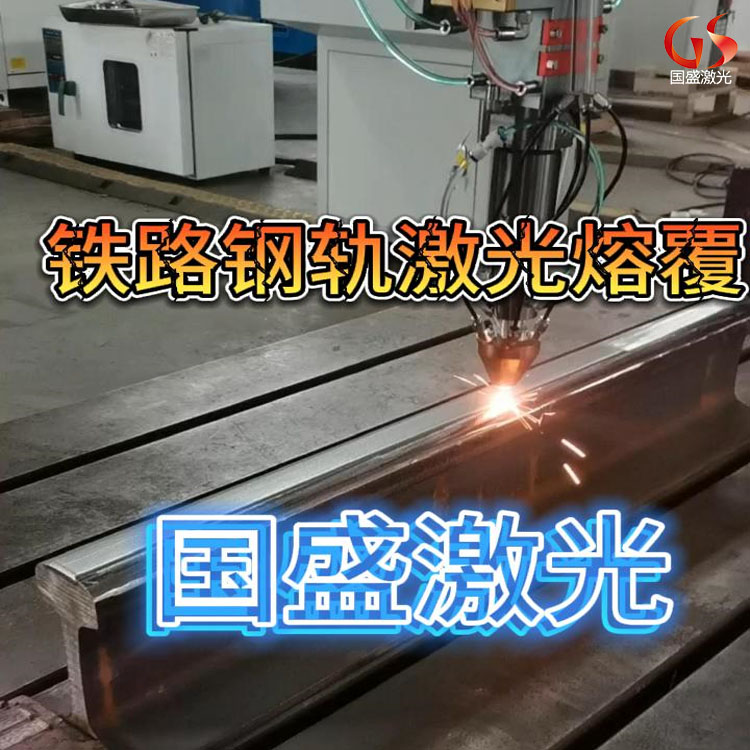
激光熔覆技术是指以不同的填料方式将所选涂层材料放置于基体表面,经激光辐照使之与基体表面浅薄层同时熔化,并快速凝固后形成稀释度低,与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电气特性等的工艺方法。
二、激光熔覆的分类
1.激光熔覆按照送料的不同,可以分为送粉激光熔覆和送丝激光熔覆。
(1)送丝激光熔覆:即通过送丝机构,将金属丝直接送入光斑内,与基体一起熔化并凝固,实现激光熔覆层。与送粉熔覆比较,送丝熔覆可实现熔覆材料无浪费,远高于送粉熔覆,缺点在于热影响区过大、无法实现很好的气体保护、熔覆缺陷多、工艺参数调整难度大等。
(2)送粉激光熔覆相对于送丝,使用要更加广泛。按照送粉方式的不同又可分为旁轴送粉和同轴送粉。同轴送粉是指激光从熔覆头的中心输出,金属粉围绕激光呈环形分布或者多路周向环绕分布(常见的有三路、四路)。旁轴送粉与送丝的方式类似,只是将送焊丝替换变成送粉末。送粉管位于激光加工方向的前方,金属粉在重力的作用下提前堆积在基体表面,然后后方的激光束扫描在预先沉积的粉末上,完成激光熔覆过程。
2.激光熔覆按照送料方式不同,可以分为预置式激光熔覆、送粉式激光熔覆、复合激光熔覆。
(1)预置送粉式激光熔覆:先将熔覆材料置于基本材料坏表面,激光束在合金预覆层表面扫描,预覆层表面吸收激光能量使温度升高并熔化。同时通过热传导将表面热量向内部传递,使整个合金预覆层及一部分基材熔化,激光束离开后熔化的金属快速凝固在其材表面形成冶金结合的合金熔覆层。预置的合金材料通常采用粉末,预置方法有涂刷粘结法和热喷涂等。它的优点是效率高,涂层厚度均匀并且与基材结合牢固,缺点是熔覆材料烧损严重,稀释率高,容易产生气孔,容易变形开裂。
(2)同步送粉式激光熔覆:采用专门的输送器将合金材料直接送入激光作用区,粉末到达熔区前先经过光束,被加热到红热状态,落入熔区后随即熔化,随基材的移动和粉末的连续送入形成合金熔覆层。同步送粉方式的合金材料可以选用合金线材或者金属粉末,送粉方式有同步侧向送粉和同轴送粉两种。同步侧向送粉结构简单,价格较低,但粉末利用率不高,熔覆质量相对较差,可适用于平面、轴类的激光熔覆。而同轴送粉结构复杂,粉末经过预热,熔覆质量好,通用性强。