产品介绍
高速激光熔覆
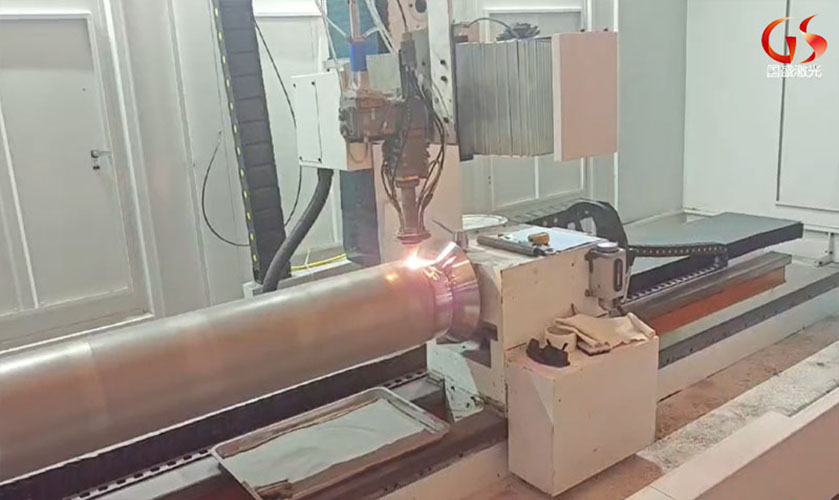
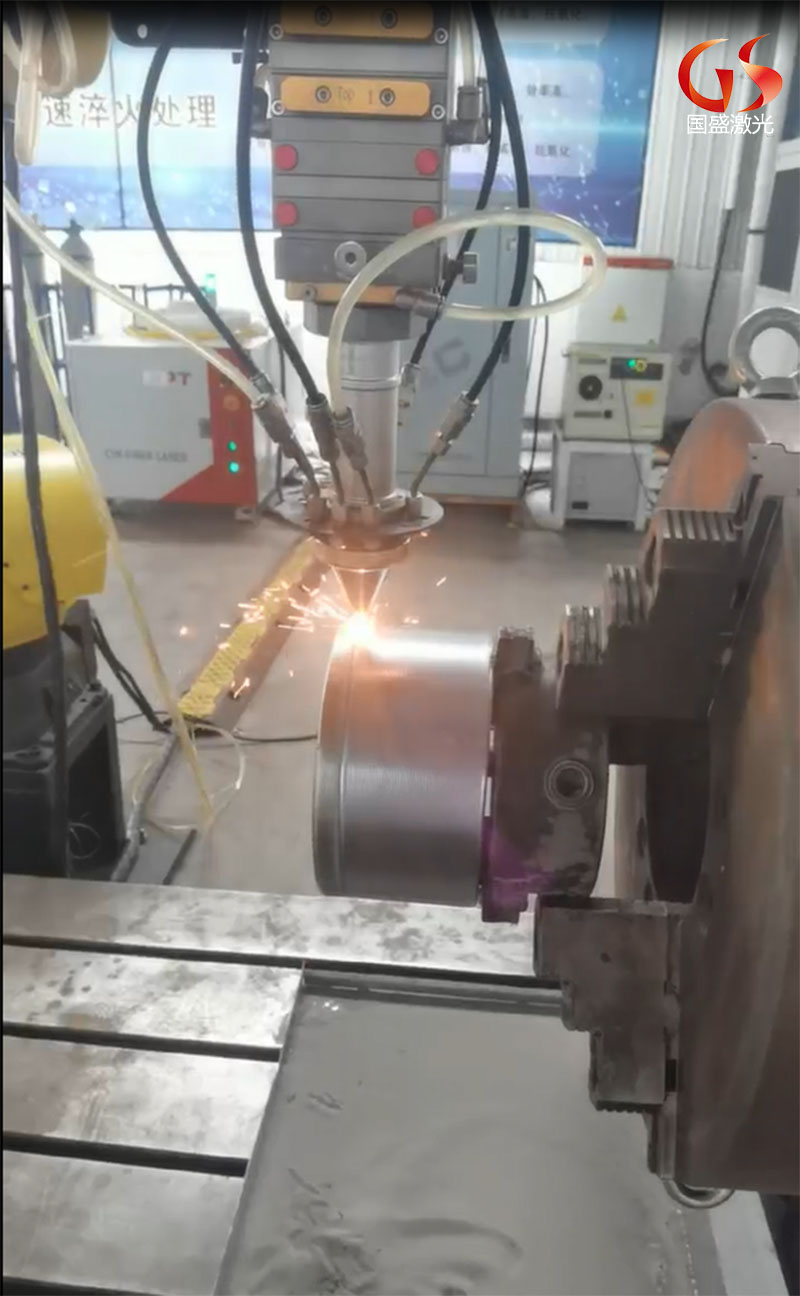
高速激光熔覆技术采用同轴送粉方式控制粉末在熔池上方的激光束会聚,使大部分激光能量直接作用在激光粉末上,熔覆粉末在到达熔池前处于熔化或半熔化状态,从而减少粉末在熔池中存在的时间,减少对基体的热输入,大大提高熔覆效率和粉末利用率。
其特殊的模块化设计大大降低了使用成本,使磨损零件的更换变得极其简单,同时保证了工艺的可重复性。喷嘴尺寸也可以根据维护位置灵活调整。新研发的超高速激光熔覆加工头,通过特殊光路调节系统的设计,实现了光与粉末在空间的理想相互作用,使粉末熔化更稳定,能量利用更好。涂层的表面粗糙度更低,表面更光滑。
现在,高速激光熔覆技术已经得到了市场的高度认可,高速激光熔覆取代普通激光熔覆将成为行业技术发展的必然趋势。然而,激光熔覆是一个复杂的过程。为了帮助广大高速激光熔覆用户快速掌握工艺,郭盛激光在此将高速激光熔覆工艺的知识点以及各种工艺问题产生的原因总结如下:
1. 高速激光熔覆的工作原理
高速激光熔覆是利用高能激光束熔化空气中的金属粉末,同时熔化基体形成熔池。熔化的粉末与熔化的基体结合后,迅速冷却形成冶金结合的涂层。
2. 高速激光熔覆工艺的关键参数及其对熔覆效果的影响
(1) 激光功率
功率直接影响单位时间内可熔化的粉末量和包覆效率。在其他工作参数确定的情况下,过低的功率可能导致粉末熔化不完全,打磨抛光后产生麻点,结合力不足,涂层硬度低;如果功率过大,有可能是熔沟熔化过度,导致表面出现斜向褶皱。
(2) 粉末进料量
当粉末遇到激光时,它会吸收激光能量。粉末量越大,吸收的激光能量就越多。粉末量太大,激光能量会不足,涂层熔不透,打磨抛光后出现麻点,基体熔化不掉,涂层与基体不能实现冶金结合,导致涂层剥落。粉末量大,粉末利用率低;粉末用量少,粉末利用率高。
(3) 线速度
线速度越大,包层越薄,线速度越小,包层越厚。线速度过高,基体不会形成熔池,涂层与基体没有冶金结合,熔沟冷却慢,红尾过长,出现剥落。线速度可以提高涂层硬度和粉末利用率。
(4) 循序渐进
台阶越小,研磨比越大,涂层表面越精细。台阶越大,搭接率越小,涂层条纹越明显。步进会影响稀释率。步进小时,照射在基板上的激光能量小,稀释率低。当台阶大时,照射在基板上的激光能量大,稀释率高。