产品介绍
一般是指使用皮带扣接头,这种接头方法方便便捷,也比较经济,但是接头的效率低,容易损坏,对输送带产品的使用寿命有影响。
接连的注意点及方法
① 金属扣品种规格应与输送带相符(包括厚度、强度等);
② 接头处带端呈直角;
③ 确定中心线,在输送带端部沿带长方向,每隔30cm 找一个带宽的中心点,并以
中心点为基准划一条中心线,再用丁字尺在带沿部位划一条端线;
④ 沿端线用刀子割除多余部分;
⑤ 用同样的方法在带子另一侧重复也划出端线,并割除多余部分;
⑥ 检查端线是否与带子长度方向垂直,从两侧各量2m 并以端线为一边,带长方
向的带边缘为另两边(长为2m),作一四边形,测量两对角线长度,若长度相
等,则端线与带长方向垂直;
⑦ 若对角线长不等,则重复③、④、⑥;
⑧ 按输送带带扣说明书的要求和方法将输送带两端连结在一起;
⑨ 输送带带部边缘部位不能用带扣相连,需用锋利的刀了割去一个边长为30mm
左右的45°斜角。
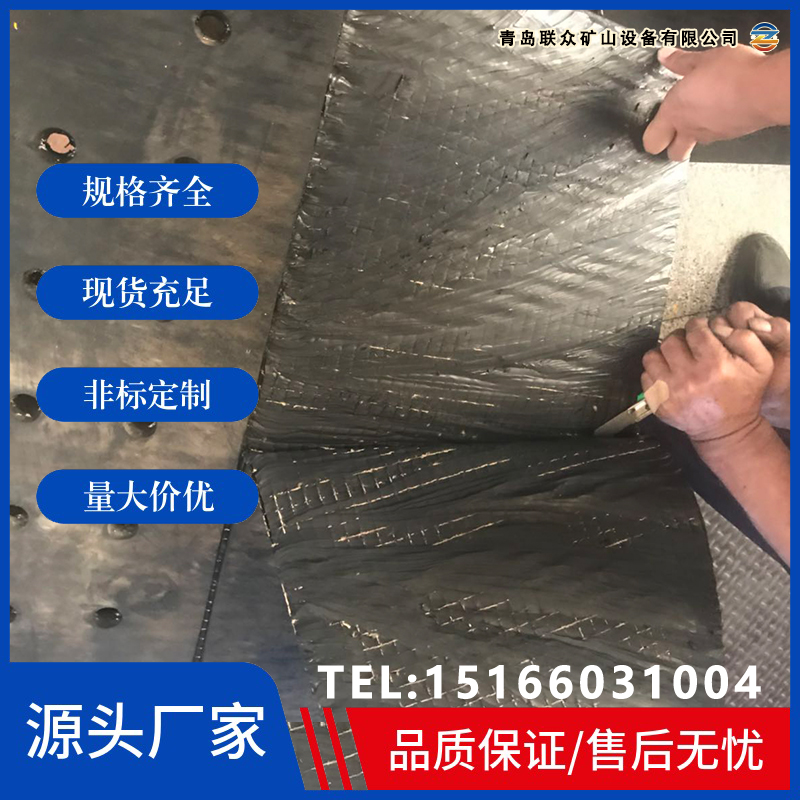
输送带冷粘接头法:
即采用冷粘粘合剂来进行接头。这种接头办法比机械接头的效率高,也比较经济,应该能够有比较好的接头效果,但是从实践来看,由于工艺条件比较难掌握,另外粘合剂的质量对接头的影响非常大,所以不是很稳定。
输送带热硫化接头法:
实践证明是一种接头方法,能够保证高的接头效率,同时也非常稳定,接头寿命也很长,容易掌握。但是存在工艺麻烦、费用高、接头时间长等缺点。